

Technical Solution for Solving Unbalanced Extrusion Speed of Four-Cavity Plastic Profile Extrusion Line
Technical Solution for Solving Unbalanced Extrusion Speed of Four-Cavity Plastic Profile Extrusion Line
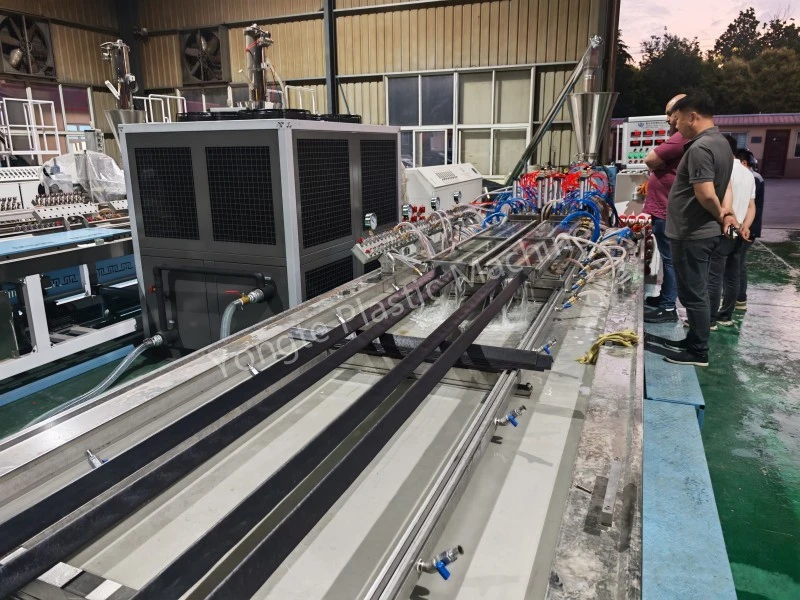
In the four-cavity plastic profile extrusion production process, unbalanced extrusion speed among the four cavities is a common technical problem. This issue will directly cause inconsistent product dimensional accuracy, uneven wall thickness, defective profiles, and reduced production yield, seriously restricting the stability and efficiency of mass production. Based on the actual production materials and product specifications of customers, Yongte engineering team has developed a targeted professional optimized die and supporting system design scheme to thoroughly solve the problem of inconsistent operating speed of four-cavity profiles, realizing high-precision, stable and synchronous production of four-cavity extrusion lines.
1. Background of Technical Problems
Traditional integrated four-cavity extrusion dies adopt an integral heating and flow control structure. Affected by factors such as uneven melt flow distribution, temperature deviation of die local areas, and processing assembly errors, the extrusion speed of the four cavities is prone to inconsistency during continuous production. The speed deviation between cavities will lead to differences in profile forming speed and cooling shrinkage, resulting in batch quality defects such as warping, deformation, out-of-tolerance size and uneven surface flatness of finished products, which cannot meet the high-standard production requirements of plastic profiles.
2. Professional Optimized Design Scheme
Combined with customer’s raw material characteristics, product structure parameters and on-site production conditions, Yongte engineers have carried out targeted customized design for the die structure, flow control, traction cutting and auxiliary conveying system, with detailed technical solutions as follows:
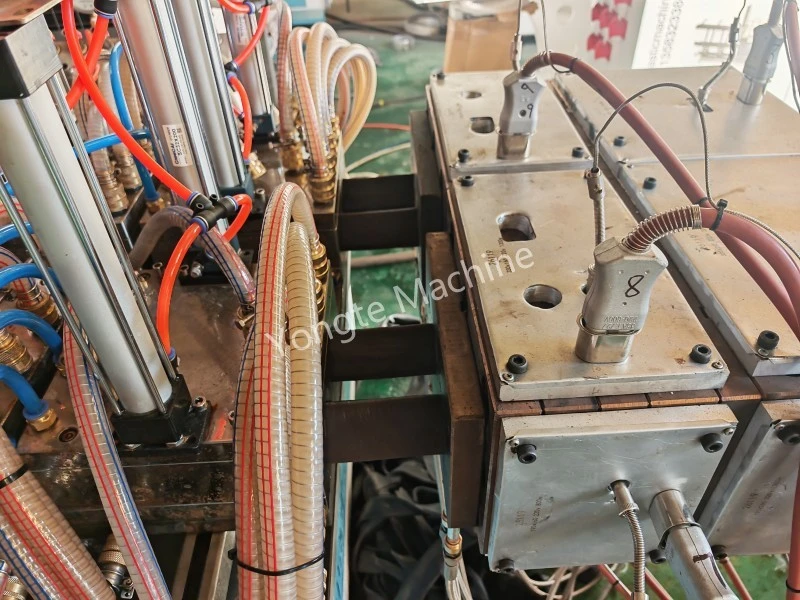
2.1 Dual Die Body Structure with Independent Temperature Control
The original integral four-cavity die body is optimized to a dual independent die body structure, with each die body equipped with two extrusion cavities. The two sets of die bodies are completely independent in structural design and temperature control system. Each die body is configured with an independent heating module and temperature control unit, which can realize separate precision temperature adjustment and constant temperature control. This design effectively solves the problem of inconsistent melt fluidity caused by integral die temperature deviation, stabilizes the plastic melting state of each cavity from the source, and eliminates the fundamental cause of speed difference between different die bodies.

2.2 Independent Flow Adjustment Mechanism for Single Die Body
Each independent die body is equipped with a special flow adjustment nut device. For the speed deviation of the two cavities inside the same single die body caused by tiny flow differences and assembly errors, on-line fine adjustment can be realized through the flow adjustment nut. By precisely adjusting the melt feeding flow of a single cavity, the extrusion speed of the two cavities in the same die body can be kept completely synchronous, realizing micro-level calibration of cavity speed and ensuring the uniformity of extrusion output and forming speed of each cavity in the same group.
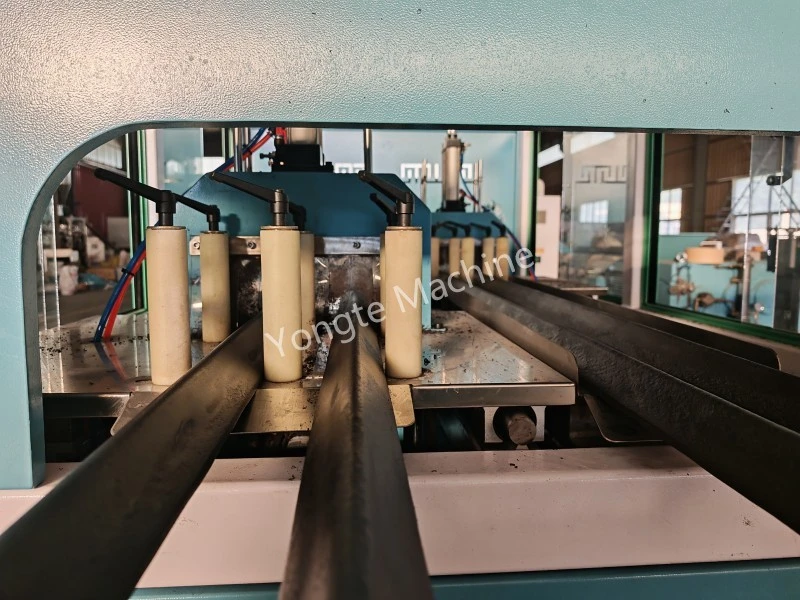
2.3 Dual Independent Traction Speed Control System
A dual sets of independent traction systems are configured to match the dual die body and double-group cavity layout. Different from the traditional single traction mode driving four cavities simultaneously, the two sets of traction equipment operate independently with separate speed control programs. The system can independently adjust the traction speed of the two groups of two-cavity profiles according to the actual extrusion speed of the two die bodies, realizing dynamic matching of extrusion speed and traction speed, avoiding profile stretching, shrinkage and dimensional deviation caused by asynchronous traction, and further ensuring the overall speed consistency of the four cavities.

2.4 Independent Fixed-Length Cutting System
Corresponding to the dual-group extrusion and traction structure, two sets of independent cutting systems are equipped for separate fixed-length cutting operation. Each cutting system independently tracks and matches the running speed and feeding stroke of the corresponding group of profiles. The independent cutting control mode eliminates the cutting error and length inconsistency caused by unified cutting of profiles with slight speed differences, ensures the fixed-length cutting accuracy of each cavity profile, and improves the product qualification rate.
2.5 Matching Automatic Conveying and Stacking System
Two sets of independent conveying and stacking racks are configured, which are precisely matched with the dual cutting systems. After the completion of fixed-length cutting by the cutting equipment, the conveying and stacking equipment automatically completes the material receiving, conveying and stacking work of the corresponding group of profiles. The synchronous and independent operation of the conveying system avoids material accumulation, extrusion and conveying confusion caused by asynchronous speed of different cavity profiles, ensures the smooth and continuous operation of the whole production line, and realizes automated and orderly production.

3. Technical Advantages and Production Effects
Through the above systematic customized design, the problem of inconsistent four-cavity extrusion speed in plastic profile production is completely solved. The dual-die independent temperature control + single-group flow fine adjustment + dual independent traction and cutting system forms a full-link speed calibration and synchronous control system. The scheme has the following significant advantages: first, it realizes source control of melt flow and temperature, and eliminates the initial speed difference of extrusion; second, it realizes dynamic fine adjustment of speed in the production process to ensure long-term synchronous operation of four cavities; third, the matching automated auxiliary system improves production stability and consistency of finished products.
After on-site production verification, this optimized design effectively reduces the dimensional tolerance and forming defect rate of four-cavity profiles, improves the overall production stability and production efficiency of the extrusion line, and is suitable for long-term and high-volume standardized production of various plastic profiles.

Related News
- 4 Cavity Plastic Profile Production Line Delivery to Jordan After Successful Commissioning
- Professional Solutions for Yellowing, Streaks and Brittleness Cracking of Wood-Plastic Composite Door Surfaces
- 4 Cavity Recycled Plastic Profile Extrusion Machine Reach 8meter/minute high speed
- Solution for WPC Extruder Production Problems
- What material can be used in Yongte WPC machine?
- Waste Textile Recycling Production Line Successfully Tested
Leave me a message











